The project is focused on the Valencia Engine Plant (Ford Spain). The engine plant is currently the only Ford plant in Europe responsible for manufacturing the Duratec Ecoboost 2.0 and 2.3L engines used to equip the vehicles that Ford will assemble in its assembly plants worldwide.
The average annual production of the plant is 324K Engines, which are supplied to the vehicle assembly plants of Valencia, Hermosillo, Saarlouis, and Louisville. In addition to shipping engines, it ships mechanized engine components like a Cylinder Block, Cylinder Head, Crankshaft, and Camshaft (600K sets / year) to send the Cleveland engine assembly plant at USA.
To manage the variant’s manufacturing complexity, the plant is working with weekly batches managed manually using the experience of MPL and production personnel. Currently, the assembly line is manufacturing 25 different derivatives depending on the vehicle where it will be installed. Apart from the 4 engine components manufactured in Valencia, each of these derivatives needs different components such as the engine crankcase, petrol pump, oil pump, and clutch, and this manufacturing complexity is managed manually using the experience of the MP&L and production personnel and static restrictions of line production. We need a system that feeds real-time data and updates the restrictions of the line production and advice what is the best batch and mix of products.
Figure 1: Ford Office
Description of the Objetives
The Ford use case in the XMANAI project has the main objective of helping engineers to make the best decisions in terms of optimizing production.
In the XMANAI platform, Ford will ingest, manage and analyze real-time and batch data acquired by Ford’s corporate systems. The goal is to build novel XAI systems that contribute to providing recommendations for optimizing line performance in the current and successive shifts. The hybrid and graph AI models explored, trained, and evaluated in XMANAI will allow different scenarios to be simulated.
The expected results of introducing the XMANAI focus on helping the engineers make the best decisions in terms of production. First of all, the visual representation of the system will be of great help, as it will allow us to visualize the state of the machines together with the history and state of the parts. Predictions on the results of the following shifts will help to be realistic in the production results that can be obtained and also to be able to simulate various process changes on the lines. Finally, XMANAI is expected to maximize the efficiency of the following shifts as far as a planner is concerned.
Use Case
The following two use cases have been identified in this project:
Holistic overview of the production with a real-time representation of the production line, an unwanted scenarios alert system, and workload simulations. This use case is divided into three different tasks:
Real-time representation of the production lines, visualizing the status of each of the operations, whether they are automatic operations, manual stations, warehouses and so on. In addition to the status of the stations, it will be identified which component is in each station at any given moment.
A system for alerting unwanted situations that may lead to loss of line efficiency, based on real-time information provided by different data sources.
Simulation of process changes. This task focuses on determining what would happen if some of the parameters of the production process were changed, using the data learned from the operation of the production line, machine states, efficiencies, cycle times per model, etc.
Automated production planning. This use case consists of developing an intelligent planner that takes into account the production plan, customer plant demand, available components, current production on the different lines, and so on. With all this information, the planner will recommend which batches should be made on which lines.
Figure 2: Use Case
Explainability Expectations and Take-up
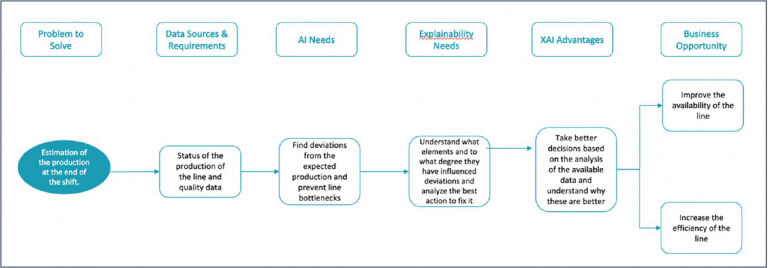
Regarding the explainability aspects of the demonstrator, two main activities have been performed. The first one consists of the identification of the explainability needs for the use case so as to properly select the methods that could fit these needs. Thus, the second activity consists of the selection of the different methods that fit the identified explainability need.
Figure 4: Explainability
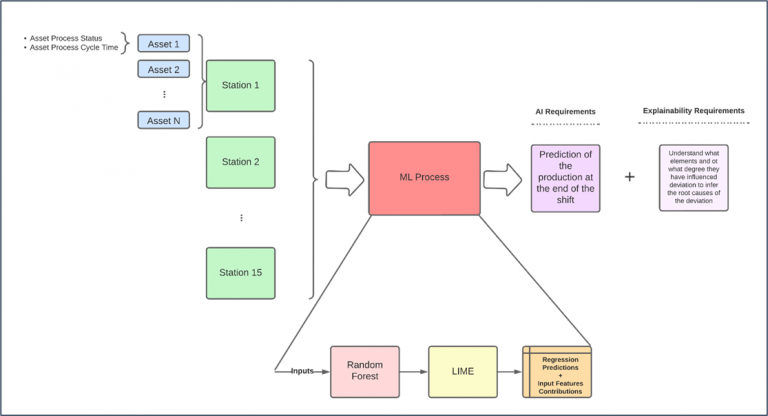
Therefore, the explainability requirement of this problem is to understand what elements and how much have influenced the deviation so as to infer the root causes of the deviation. Considering the explainability requirement, LIME has been selected as the optimal XAI Tool due to its feature contribution explanation, which gives much value to the model explanation in this use-case scenario.
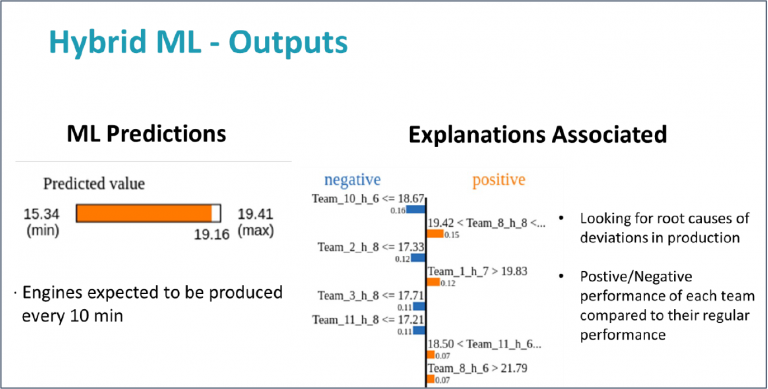
Figure 5: Hybrid ML - Outputs
XMANAI platform components
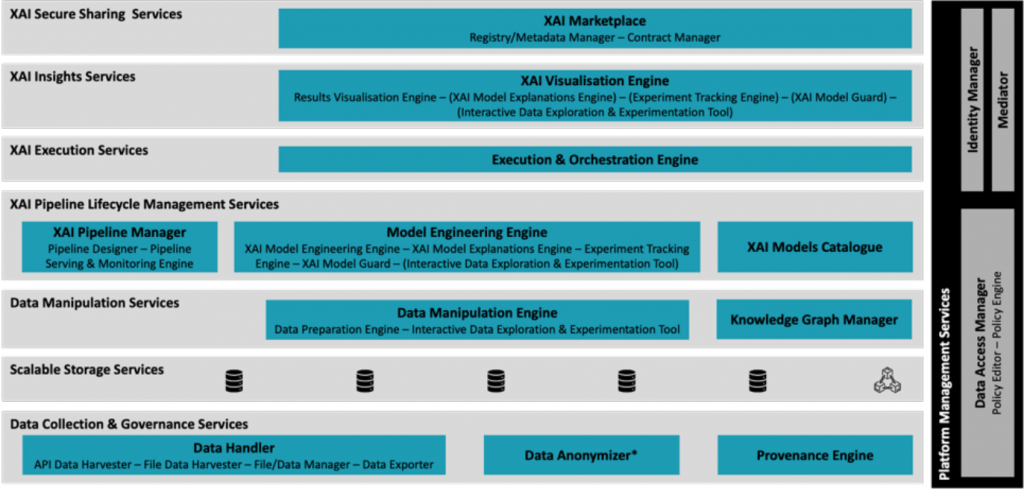
We will use the platform for two different purposes, the first of which is to train the algorithms for both use cases, and subsequently to make inferences from new production data in order to predict the behavior of the line for the next shifts and thus help maximize production. All components of the XMANAI platform will be used for this purpose.
Figure 6: XMANAI Platform
The first problem to be solved consists of a regression task where, given the actual status of the production (taking into account parts of the engine produced, cycle times, and machine status), the future number of engines produced of the next shift of production will be determined. After that, and considering the explainability needs of the use case, the explainability methods to be used here will be of the family of feature relevance methods.
The model selected for this first use case is a Random Forest. Since the objective is to predict the number of engines, this regressor can cover the AI needs of the demonstrator. From the explainability perspective, in order to show the contributions of the different teams of the line, LIME is the tool selected.
Figure 7: Random Forest
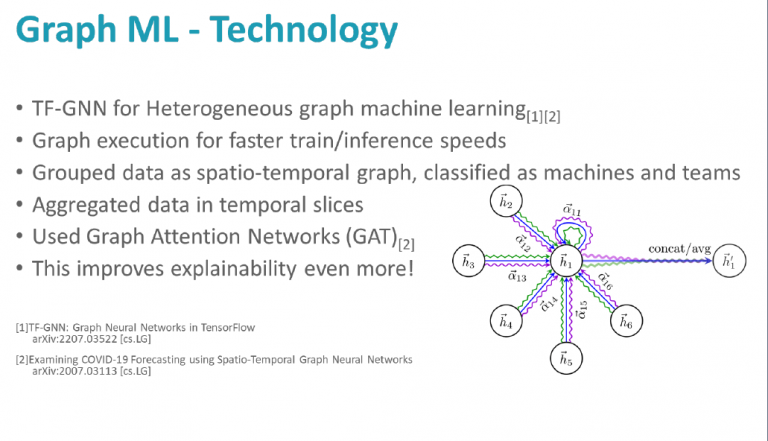
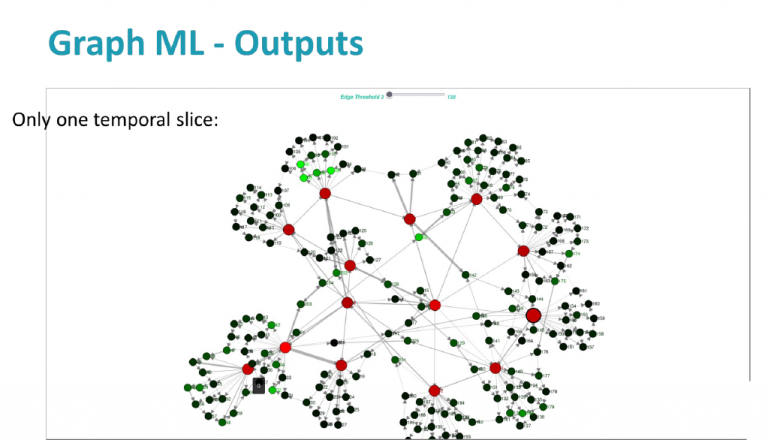
We are also exploring other algorithms such as Grap ML, to predict the production and smart representation of the results.
Figure 8: Graph ML - Technology
Figure 9: Graph ML - Outputs
Examples of visualizations
We have been working on creating some mock-ups that we hope to see as results of the algorithms, in the following phases these mock-ups will become functional applications. The following images are some of the graphs that we expect to visualize:
Figure 10: Visualization
Figure 11: Visualization
Figure 12: Visualization
Results
XMANAI AI platform, manage and analyze the real-time and batch data acquired by Ford Corporative systems, and the scheduled data contained in the MP&L, in order to build novel AI models that contribute to the provision of recommendations to optimize the line throughput of the current and successive shifts. The hybrid and graph AI models to be explored, trained, and evaluated in XMANAI, will allow created alerts of different uses cases:
Representation in real time of production and traceability;
Simulation of some changes in the line production;
Advices in the production batches in terms of size, mix, and schedule;
The actionable results of the AI algorithms will be leveraged in the Ford-specific application (“Digital Twin & AI recommendation App”) that will be developed in XMANAI in order to communicate to the operators and the personnel (blue-collar and white-collar workers), intelligent automatic alerts and recommendations (through email and a dashboard showing in real-time and in the past the line/machinery status, the line availability and efficiency, and the events occurred during the shift that has altered the line availability or efficiency).
The XMANAI website uses cookies. By using our website and agreeing to this policy, you consent to our use of cookies in accordance with the terms of this policy.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.